敏捷汽車模具三維光學快速檢測系統是一種高速高精度的非接觸式三維掃描測量設備,采用先進的外差式多頻相移三維光學測量技術,單幅測量幅面大小(從30mm到2米)、測量精度、測量速度等性能都達到先進水平,與傳統的格雷碼加相移方法相比,測量精度更高,單次測量幅面更大、抗干擾能力強、受被測工件表面明暗影響小,能夠測量表面劇烈變化的工件,精度能夠達到0.1mm/4m。

二、應用敏捷汽車模具三維光學快速系統的必要性:
型面編程完全依據CAE提供的加工依據,而機械車間調用編程者提供的程序加工的對象是鑄件,在最理想的狀態下,鑄件與實體之間的差別是:在非加工面上鑄件比實體大或小2~5mm,在加工面上鑄件比實體大10~15mm,但在現實狀態下,因受到鑄造前和鑄造時很多因素的影響,鑄件與實體間的差別極不穩定,有時會差很多,比如鑄造前工藝的更改,就會導致實型型面的更改,凹模和凸模加工量都會變大,并且不均勻。這樣如果采用球刀加工就會容易發生事故,效率還會降低,并且對機床的損傷也很大。再有傳統的加工方式走刀速度太慢效率太低。要想實現層切加工必須對毛坯進行掃描,才能保證安全性和盡量減少空走刀。
三、通過敏捷汽車模具三維光學快速系統獲取點云的過程
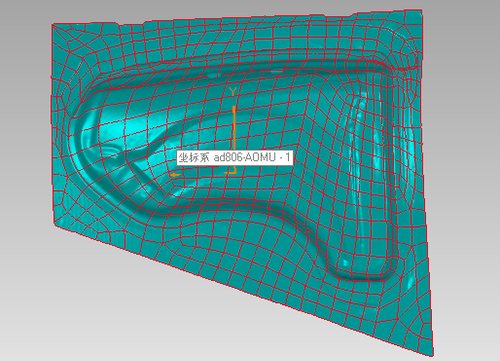
1、 首先通過照相設備掃描設備采集點云數據,同時一定要吧點云的坐標系和編程依據的坐標系一致。
2、 把采集到的點云進行處理,并生成曲面,保存成IGES格式,發送給編程人員。 汽車模具實型是汽車模具從抽象的模具到實體模具的第一步,實型的形狀就是以后模具的形狀,所以實型的的制作是否準確對模具的生產非常重要,以前實型的檢測是通過手工來測量的,存在效率低、精度低、測量不全面的問題 我們使用TOMS汽車模具攝影測量系統可以很好解決以上問題,基本思路就是把TOMS軟件測量出來的泡沫真實值和模具理論值進行比較。
四、利用毛坯的曲面編制型面粗加工程序的過程
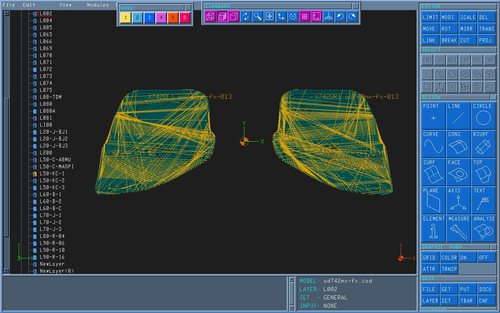
1、 把掃描好的型面導入到編程的軟件里面
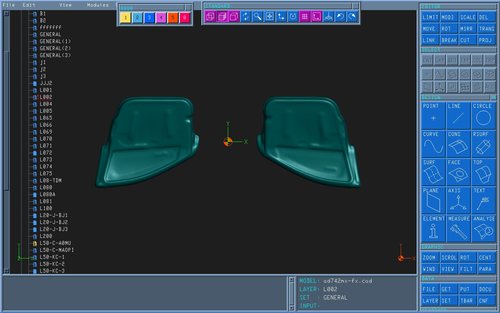
2、利用掃描數據,像下拉伸,可以和加工依據構成我們需要加工的毛坯
局部粗加工刀軌
五、利用毛坯的型面編制型面粗加工程序的優點
1、掃描的結果可用于各種加工軟件 UGNX7.5 POWERMILL TEBIS3.5
2、對機床要求低,并且非常節省機床——由于吃刀量小,機床的負載就小,
3、避免空走刀浪費,提高加工效率——掃描出來的毛坯就是實際的毛坯所以按照這個編程就不會出現空走刀的情況
4、防止撞刀——對鑄件已經進行了掃描,所以可以避免撞刀的出現
5、不再編制檢測程序,工作量減小,節省檢測刀具 6、節省成本——刀具成本、機床成本、人工成本
